
蒙山县钢包喂线机
钢包喂线技术是将诸如CaSi、Fe- -Ti、Fe--B之类的合金或添加剂制成包芯线,然后借助于喂线机以一定的速度将其输入钢包底部附近的钢水中,从而达到对钢水进行脱氧、脱硫、变性处理及微合金化和合金成份微调提高产品质量、降低材料消耗的目的。该技术的合金收得率高,成份控制准确,钢液降温少,设备简单,操作方便,投资省,占地少,没有环境污染等优点。喂线技术包括铁水包喂线,连铸中间包或结晶器喂线和钢包喂线等。目前,国内系采用钢包喂线。

 尊敬的【钢包喂线机】客户,您好!重创新上佳甄品是双剑炉外精炼设备的生存之基!天道酬勤、地道酬善、人道酬诚双剑自创立以来一直致力于钢厂冶金行业炉外精炼领域创新探索和经验积累,已经累计为众多客户提供过重技术智慧科技融合的【钢包喂线机】产品!
尊敬的【钢包喂线机】客户,您好!重创新上佳甄品是双剑炉外精炼设备的生存之基!天道酬勤、地道酬善、人道酬诚双剑自创立以来一直致力于钢厂冶金行业炉外精炼领域创新探索和经验积累,已经累计为众多客户提供过重技术智慧科技融合的【钢包喂线机】产品!
钢包喂线机简介
钢包喂线技术是将诸如CaSi、Fe- -Ti、Fe--B之类的合金或添加剂制成包芯线,然后借助于喂线机以一定的速度将其输入钢包底部附近的钢水中,从而达到对钢水进行脱氧、脱硫、变性处理及微合金化和合金成份微调提高产品质量、降低材料消耗的目的。该技术的合金收得率高,成份控制准确,钢液降温少,设备简单,操作方便,投资省,占地少,没有环境污染等优点。喂线技术包括铁水包喂线,连铸中间包或结晶器喂线和钢包喂线等。目前,国内系采用钢包喂线。
喂丝机是钢液搅拌炉外精炼过程中对钢液进行的搅拌。它使钢液成分和温度均匀化,并能促进冶金反应。多数冶金反应过程是相界面反应,反应物和生成物的扩散速度是这些反应的限制性环节。钢液在静止状态下,其冶金反应速度很慢,如电炉中静止的钢液脱硫需30~60分钟;而在炉外精炼中采取搅拌钢液的办法脱硫只需3~5分钟。钢液在静止状态下,夹杂物上浮除去,排除速度较慢;搅拌钢液时,夹杂物的除去速度按指数规律递增,并与搅拌强度、类型和夹杂物的特性、浓度有关。
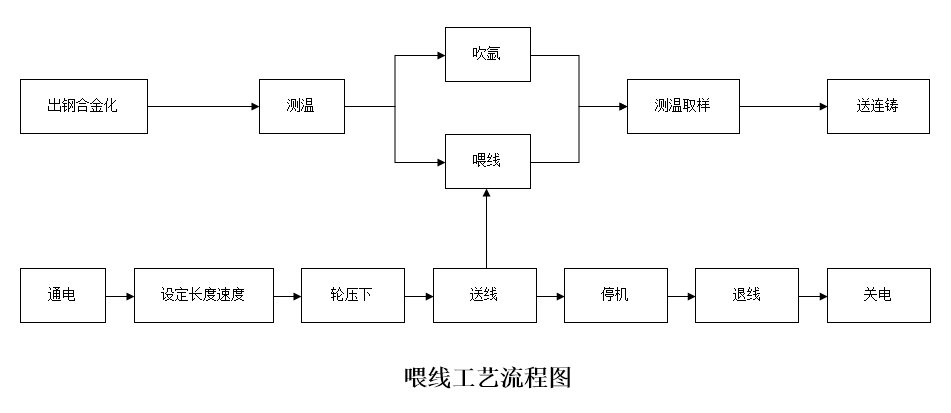
喂线装置由喂线和放线两部分组成,将合金芯线置于放线盘上,经喂线机矫直拉出,经导管进入钢液中.为了控制线材的加入量和喂线速度,在喂线机上装有显示喂入长度的计数器和速度控制器,当以一定的速度加入预定长度后会自动停止喂线。该装置为双线喂线机,可单线和双线顺序喂入,也可双线同时喂入,设备比较灵活。工作时放线机与喂线机同步进行。
钢包喂丝技术是对炉前传统的钢包投放法合金化得一大发展和改进,是钢水炉外精练不可缺少的有机组成部分,该工艺减少合金烧损,提高合金收得率。它还可提高钢水质量,为解决困扰在练钢多年的钢水发粘,影响连铸机拉钢的大难题,为更大幅度的实现多炉连浇,进一步提高铸机作业率,创造良好的基础。
钢包喂线机特点
钢包喂线机采用了由功率变频器组成的交流拖动调速系统,具有如下特点:
1、交流电机结构简单,坚間耐用,经济可靠,惯性小。
2、变频调速器体积小、重量轻。
3、操作简便,只需转动面板旋钮就能调频变速。
4、调速精度高,并有频率数字显示。
5、保护功能强,具有八种保护功能(输入电压不足保护,直流过电压保护,过电流,保护,过载保护、短路保护,冷却散热片过热保护,失速的防止,保险丝。)并能显示故障所在、维护简便、*可靠。
6、变频器具有多种内设功能和外接接口、方便用户使用。
7、能自动平滑地在线无级加减速、可省去变速箱。
8、节能效果明显,在额定转速以下调速,所耗功率与转速的立方成正比。
9、维护省力。

钢包喂线机工艺及特点
钢包炉喂线技术比喷粉法、投铝锭法更能保证微量元素的加人精度,提高喂人合金元素的收得率,具有显著的技术经济优势。
射线法是将合金包芯线或铝线通过喂线机,以合理的速度、准确的数量射入钢包钢液深处,并至包底一定高度熔化弥散合金元素直接与钢水发生化学反应,对钢液进行炉外精炼从而达到去硫、脱氧、减少夹杂,改变夹杂物形貌的目的。
1、合金收得率高为:85 % ~93 %;
2、合金量易控制,数量准确,电子记数数码显示;
3、脱氧、脱硫效果良好;
4、降低夹杂级别,减少夹杂含量,改变夹杂形貌;
5、,环境保护好;
6、投资少,占地面积小,工程时间短。

钢包喂线机喂线速度
喂线速度是喂线工艺一个关键的工艺参数。金属线的喂入速度与芯线直径、含钙量、芯线种类、外壳厚度、钢包深度以及钢水温度等很多因素有关。
对CaSi线来说,钙低的芯线喂入速度可快,钙高的可慢,以防高钙加入时反应激烈和表面燃挠影响冶金效果。同时喂线速度还与钢水温度有关。另外,也与熔化时间有关。
钢水温度低,喂速需慢些,反之钢水温度高,喂线速度要快些;而锅包的大小对喂速的影响是钢包大相应要加快喂速。
喂线速度偏大时,芯线熔化时间不够,会穿出钢水液面,使液面反应强烈,降低合金收得率。若喂速偏低时,芯线克服不了钢水的静压力也容易穿出钢水液面,故喂线速度参数的确定是非常重要的。
哏线量主要取决于喂线的钢种,芯线品种及喂线的目的和要求等等因素。
钢包喂线机喂线法优势
1、喂线法与喷射冶金相比,设备简单投资省,费用仅为喷粉装置的1/5。
2、喂线装置操作简便,较灵活,只需要一个人操作,而且设备维修量小,劳动强度低。
3、喂线法是炉外精炼的一种既简便又有效益的新技术,新工艺。合金收得率高,冶金效果稳定。
4、喂线法不需要载气和喷枪,不会带来喷溅和冲刷包衬,提高了包衬使用寿命,降低成本。
5、采用喂线法改变了钢中夹杂物形态和数量,改善了钢水流动性,减少浇注时水口堵塞。
6、采用双线喂入时,喂线时间比喷粉工艺缩短了一倍,粉剂加入量也增加了一倍。

钢包喂线工艺的优点
1、喂线设备结构简单,使用方便,操作*可靠。
2、喂线法是脱硫、脱氧、合金微调和改变锕中夹杂物行之有效的炉外精炼方法。
3、采用喂线法能提高钙、铝、钛、硼等各种合金元素的收得率。降低了成本,有较高的经济效益。
4、采用喂线法生产易切钢及含钛、硼等钢种,对合金微调十分方便和可靠,不但成分稳定而且均匀。
5、喂线法处理时间短,钢水降温小,效果快,而且也不污染环境,不用载气,也不会带来钢水喷溅。
喂丝机技术的优点
使用喂丝机技术不仅节省合金,降低成本,而且吸收机率高,脱氧效果好,提高钢水流动性,减少废钢。总之,钢质的到了改善,企业的效益得到了显著的提高。并能在一定程度上改善钢得机械性能。
喂丝机技术的使用效果:
1、用钢包喂线工艺技术可改善钢水质量,增强钢水质量,增强钢水可浇性,可杜绝铸坯皮下气泡废的生产同时硫(S)含量比不喂线钢水降低0.0025-0.0043%。
2、用钢包喂线工艺技术可提高合金的回收率,在不同程度上不但钙的回收率提高,而且硅的回收率可提高1.0-1.5%,减少合金用量。
3、用钢包喂线工艺技术比传统的用合金块工艺可节约合金用量15-20kg炉。用合金包芯线可降低成本10-20元/吨。

钢包喂线机存在问题分析
1、生产节奏快,精炼炉离在线喂丝,需要频繁升降电很 、炉盖、 来回开精炼台车,至少增加5分钟的操作时间。
2、卡丝。喂丝机喂丝时,丝线质量较差受到外力造成断丝堵塞管道;人工换丝时,未能完全清理残留在管内壁的断丝;喂完一次退丝时,结在丝线头部红热的钢渣结瘤到钢管内壁。
3、跑丝。有两种情况:丝线进入钢液时。遇冷结渣成坚固的渣块,丝线逃到钢包外;导管口离液面过高。从管口出来的丝线甩出钢包。
4、滑丝和断丝。由于喂丝辊轮齿距过小,纹牙过细,齿高不够大,造成齿顶与丝线接触面积大,磨损快,使摩擦力减小而打滑。由于丝线中间包覆的是合金粉状物,使得丝线比较松软,在拉直过程中,不确定外力的冲击、震荡下,使丝线弯曲、折断。
钢包喂线机常见故障解决方法
1、喂丝机在遇到堵丝时候怎么解决
进丝时,丝线质量较差受到外力造成断丝堵塞管道;人工换丝时,未能完全清理残留在管内壁的断丝;喂完一次退丝时,结在丝线头部红热的钢渣结瘤到钢管内壁。解决措施:把导管弯头的半径由500mm增大到700mm,防止进线时堵塞;把导管弯曲段内径加大100mm,减小钢渣飞溅时对管径的堵塞;同时对导管的初始位置和升角进调整,更方便进丝操作。
2、喂丝机在遇到跑丝时候怎么解决
丝线进入钢液时,遇冷、结渣成坚固的渣块,丝线逃到钢包外;导管口离液面过高,从管口出来的丝线甩出钢包口。解决措:改导向轮为导向套,由于导向轮经常损坏导致中断喂丝,同时适当加长,液面端管口,使出丝摆动范围控制在钢包口范围内。
3、喂线机在遇到滑丝和断丝怎么解决
由于喂丝辊轮齿距过小,纹牙过细,齿高不够大,造成齿顶与丝线接触面积大,磨损快,使摩擦力减小而打滑。由于丝线中间包覆的是合金粉状物,使得丝线比较松软,在拉直过程中,不确定外力的冲击、震荡下,使丝线弯曲、折断。解决措施:针对滑丝,把喂丝齿轮的动辊轮和压紧轮齿距加大,齿高加大,增大摩擦,减少磨损;针对断丝,通过调节变频器,降低喂丝速度,防止进丝过快而脆断,加厚电机平台钢板厚度,减小工作时电机等产生的周期震荡波。

勇攀创新高峰,共绘宏伟蓝图感谢您关注双剑炉外精炼设备网站钢包喂线机产品信息,也欢迎您提出宝贵的意见,共同推进中国智造的国际竞争力!重研发千锤百炼是双剑炉外精炼设备的经营之道!对双剑钢包喂线机若有疑问的地方,请拨打双剑技术工程师电话: 【13803825086】。低碳生活,你我做起;节能减排,成就未来双剑人愿与朋友携手共同实现伟大中国梦!
【13803825086】。低碳生活,你我做起;节能减排,成就未来双剑人愿与朋友携手共同实现伟大中国梦!